Com doblegar fàcilment una canonada d'alumini a casa: mètodes senzills
Doble el tub d'alumini com metall-plàstic, a casa podeu fer servir una dobladora de tubs o amb mitjans improvisats. Per obtenir el millor resultat, cal conèixer amb antelació les complexitats del procés.

El contingut de l'article:
Característiques de la producció, propietats de les canonades d'alumini
Els perfils de canonades d'alumini es divideixen en tres grups segons el mètode de producció:
- treballat en fred;
- premsat;
- soldat
Els tubs d'alumini enrotllats es produeixen de diferents maneres
La primera posició són canonades d'alumini amb un diàmetre de 6-150 mm. Són per a finalitats industrials generals i es produeixen segons GOST amb el número 18475-87.
L'essència de la tecnologia és que es pren un blanc d'alumini i es perfora un forat passant al llarg de l'eix. A continuació, la peça de treball s'enrotlla entre rodets, formant una secció transversal del producte acabat.
La segona posició són canonades d'alumini amb un diàmetre de 6-220 mm, fabricades segons GOST 18482-79. La tecnologia es basa en el mètode de premsar una peça escalfada en un molí especial. La peça de treball es col·loca a la matriu i es pressiona fins que es formi la forma requerida. A continuació, el producte semielaborat s'enrotlla en un molí a través de corrons.
La tercera posició són les canonades d'alumini, fetes de làmines o de cinta, també conegudes com a tires, mitjançant la torsió i la soldadura al llarg de la costura per dins i per fora. El pas final és necessàriament el tremp en calent del producte acabat. El motiu és l'alleujament de les tensions internes a les zones de soldadura.
Les canonades d'alumini es poden dividir en dues categories més segons el gruix de la paret:
- fins a 5 mm - parets primes;
- més de 5 mm de paret gruixuda.

Durant el procés de producció, sovint s'utilitzen operacions addicionals que milloren les característiques tècniques i operatives. Tot es tracta del metall en si. A temperatures inferiors a +20 °C, la deformació pot provocar que l'estructura es trenqui. Per tant, s'utilitza tractament tèrmic, per exemple, recuit o enduriment, o processament mecànic: enduriment en fred, un altre nom és enduriment en fred.
Ambdues opcions de millora permeten fer metall dur i durador amb metall dúctil i tou. Són aquests perfils els que s'utilitzen en diferents dissenys.
No obstant això, l'alta ductilitat és el principal avantatge de les canonades d'alumini. És a dir, no és difícil deformar o doblegar el producte, però no perd les seves qualitats i propietats.
On s'utilitzen els productes d'alumini?
L'àmbit d'ús és ampli. Motius de la popularitat:
- Els productes d'alumini no requereixen un manteniment especial;
- facilitat de les estructures resultants;
- facilitat de transport i instal·lació, inclòs si el producte s'ha de doblegar.
Principals àrees d'aplicació:
- Agricultura. Els sistemes de drenatge i reg es construeixen amb canonades d'alumini i es munten tanques per a petits animals i plantes.
- Producció d'oli. Les canonades d'alumini són inerts als productes derivats del petroli i no canvien les seves característiques sota la seva influència.
- Sistemes de ventilació. Els productes d'alumini són fàcils de deformar, tallar i perforar; simplement es poden doblegar, la qual cosa simplifica el procés d'instal·lació de conductes i eixos d'aire de ventilació.
- Construcció. Els marcs per a miradors, hangars i marquesines estan fets amb tubs d'alumini. Fan baranes, marquesines, tanques.Avui en dia, utilitzen cada cop més façanes amb cortines en la construcció.
- Mobles: cadires, butaques, taules, etc.
- Publicitat: cartells publicitaris, estands, marcs per a vitrines.
Útil: Com fer un mirador amb una canonada de perfil amb les vostres pròpies mans.
Procés de plegat
És possible doblegar una canonada d'alumini a casa, però això compromet la densitat del metall. A l'exterior del revolt disminueix, a l'interior augmenta. Com a resultat, sovint hi ha una ruptura a l'exterior i compressió a l'interior. Aquest perfil només es pot utilitzar en estructures no carregades.
Dificultats
En doblegar una canonada a casa, podeu trobar diversos obstacles que redueixen la qualitat:
- És pràcticament impossible doblegar perfils d'alumini tipus ànode. Són duradors i durs, per la qual cosa hi ha la possibilitat que el producte es trenqui (esquerdes).
- En les canonades fetes per premsat mitjançant extrusió en calent, sorgeixen grans tensions internes als punts de flexió.
- El duralumini, així com els aliatges als quals s'afegeix manganès, tenen una duresa més gran. Tampoc és fàcil treballar amb ells.
Si la canonada enrotllada es va comprar sense un certificat, no és difícil determinar de quin aliatge està feta. Per exemple, el duralumini no deixa pintura a les mans. Podeu tocar la canonada amb un martell. El so indica que està fet d'aliatge dur. Una altra manera de comprovar-ho és afinar la vora amb una llima. Si s'ha format un dipòsit de metall, l'aliatge és tou.
Els fabricants han de marcar la superfície dels perfils de canonades. Podeu comprovar-ho en un llibre de referència i determinar l'aliatge.
Article relacionat: Com es produeix flexió de tubs metàl·lics.
Mètodes de flexió
Abans de doblegar una canonada d'alumini amb les vostres pròpies mans a casa, heu d'entendre els mètodes de flexió. Però al principi cal indicar que les canonades es poden doblegar en fred o calent. Quan escolliu una opció, heu de tenir en compte els factors següents:
- gruix de paret;
- grau d'aliatge;
- longitud del producte;
- complexitat de la configuració del producte final.
Hi ha configuracions bàsiques, també d'ús habitual:
- doblegar: la canonada es doblega en un pla amb un angle de 45°-135°;
- trama: dos corbes de 135° cadascun;
- kalach és un semicercle;
- suport: la canonada es doblega tres vegades (dues corbes extremes són de 135 ° cadascuna, la del mig és de 90 °).
Per doblegar correctament una canonada d'alumini a casa, heu de tenir en compte algunes recomanacions:
- Si un producte de sutura està doblegat, la costura no s'ha de situar en el pla de les corbes externes o internes.
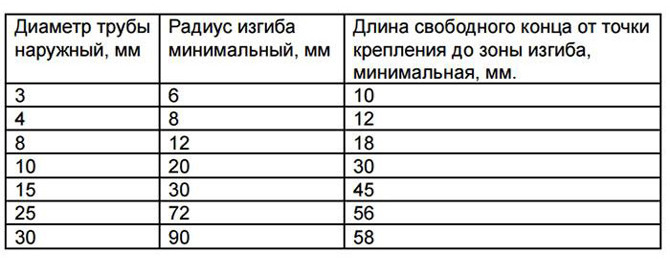
- Si es dobleguen productes amb un diàmetre de no més de 20 mm, el radi no ha de superar els dos diàmetres de canonada.
- Si es dobleguen productes enrotllats amb un diàmetre superior a 25 mm, el radi de flexió hauria de ser tres vegades el diàmetre.
Equipament necessari
La manera més fàcil i fiable de doblegar una canonada a casa és utilitzar una dobladora de canonades. Aquest equip es presenta al mercat en dues modificacions: manual i mecànica.
Com que la tasca és doblegar tubs d'alumini de manera independent a casa, hem de tenir en compte les opcions manuals. Es presenten en tres models:
- Palanca, també coneguda com màquina Volnova. El disseny de la màquina inclou un motlle especial d'un diàmetre determinat. S'hi posa la canonada. Aleshores, sota l'acció d'una palanca, es doblega. El procés es realitza sense escalfar la peça.
- Ballesta.Aquí tot és al revés, la canonada no es doblega al voltant del motlle, sinó que s'hi pressiona.
- Carregat per molla. Per crear la forma, es col·loca una molla a la canonada. A continuació, el producte es sotmet a escalfament i posterior flexió. L'operació amb petits diàmetres de perfil es pot dur a terme "en fred". Després d'acabar, es treu la molla.
Els dobladors de tubs solen estar equipats amb accionaments que milloren la qualitat del procés. Els accionaments poden ser electromecànics o pneumàtics. Amb aquests equips, podeu utilitzar diferents tecnologies per doblegar perfils d'alumini:
- Empènyer. Aquest mètode s'utilitza quan es processen canonades amb un diàmetre de no més de 100 mm. En aquest cas, el radi de flexió mínim és igual a sis diàmetres. El procés en si es porta a terme empenyent la canonada entre els corrons d'una dobladora de tubs. Un dels corrons està en angle, cosa que crea una corba.
- Lloguer El tub d'alumini es fa passar a través de tres corrons (corrons) situats en angle entre si. D'aquesta manera, podeu doblegar el perfil en un anell, una espiral o un arc. Per aconseguir una forma precisa i d'alta qualitat, el procés es realitza diverses vegades. Així és com no només es dobleguen els productes enrotllats rodons, sinó també els perfilats.
- Corrent-hi. La dobladora de tubs té un denominat capçal rodant, format per una bola i un motlle. La bola crea pressió a la secció de la canonada i, quan la pressió és baixa, el producte es doblega en la direcció oposada. El procés es realitza sense escalfar.
- Doblar sota pressió. La primera opció és abocar-hi oli o aigua a pressió. La canonada s'instal·la primer al motlle. És la pressió creada a l'interior de la cavitat la que condueix a la flexió. El segon mètode és utilitzar una premsa o un segell que premeu la zona de doblegat.

Com doblegar una canonada a casa
Cal fer immediatament una reserva que si l'operació de doblegar productes d'alumini es durà a terme a casa constantment o amb una freqüència envejable, és millor comprar una dobladora de tubs. Si necessiteu doblegar una canonada d'alumini sense una dobladora de canonades, hi ha diverses maneres.
La primera opció és la sorra. S'asseca i es tamisa. Un extrem del perfil està endollat; podeu utilitzar una clavilla de fusta (chopik). La sorra preparada s'aboca al costat oposat. Per assegurar-vos que s'ajusti perfectament a l'interior del producte, toqueu la superfície amb un martell. Després d'això, el final també s'apaga.
A continuació, el perfil d'alumini s'instal·la al suport i es doblega a l'angle requerit. En lloc d'un suport, podeu utilitzar dos arbres adjacents, pals i altres estructures que s'enganxin, com ara clavilles o reforços endinsats a terra.
L'opció número dos és el mateix mètode anterior, només el perfil es doblega amb calefacció addicional. Això es fa normalment si l'aliatge ha donat al producte una major resistència i duresa. El més important aquí és evitar escalfar la mateixa zona diverses vegades.
La tercera manera de doblegar una canonada d'alumini a casa és fer una plantilla de fusta. Aquest és un blanc pla i rodó i un tauler. Tots dos elements tenen el mateix gruix, igual al diàmetre del producte que es doblega. S'enganxen fàcilment a una taula o banc de treball amb pinces o cargols. El producte enrotllat s'insereix entre elements de fusta i es doblega al voltant del blanc. El tauler serveix de parada.

El quart mètode és omplir el perfil amb sorra, col·locar els extrems en dues parades i formar una desviació amb un mall.
El cinquè mètode s'utilitza quan cal doblegar una canonada d'alumini de gran diàmetre feta d'un aliatge durador.Per fer-ho necessitareu un molinet i màquina de soldar:
- Determineu la ubicació del revolt. La seva longitud s'indica amb guix.
- Una esmoladora s'utilitza per fer talls al llarg de la superfície exterior.
- Dobleu-vos a l'angle desitjat. Les ranures són a l'exterior.
- Els talls es solden mitjançant soldadura elèctrica.
El vídeo mostra una de les maneres senzilles i originals de doblegar una canonada d'alumini a casa.
Errors bàsics a l'hora de treballar
El major error comès quan s'intenta doblegar perfils d'alumini és identificar incorrectament l'aliatge. Si és dur i durador, la canonada no es pot doblegar sense escalfar. Si aconsegueixes fer un revolt, la qualitat serà baixa. Hi ha una alta probabilitat que apareguin esquerdes al revolt.
El segon error és un radi de flexió seleccionat incorrectament. Com s'ha esmentat anteriorment, aquest paràmetre es selecciona tenint en compte el diàmetre del perfil. I com més gran sigui aquesta mida, més gran hauria de ser el radi. Per exemple, és impossible doblegar una canonada d'alumini enrotllada amb un diàmetre de 50 mm en un producte amb un radi de corbat de 100 mm perquè la superfície no estigui coberta amb una xarxa d'esquerdes. Fins i tot la calefacció no ajudarà.
L'escalfament de la canonada s'ha de dur a terme correctament. I aquest és el tercer error. Per fer-ho, utilitzeu una torxa de gas o un bufador normal. Per comprovar si l'alumini s'escalfa a l'estat requerit o no, cal portar paper a la zona d'escalfament. Si comença a fumar, vol dir que la temperatura és suficient per començar el procés de plegat.
No tots els mètodes descrits anteriorment permeten aconseguir una gran precisió en la configuració del perfil de flexió. Per exemple, si necessiteu doblegar una peça de petit diàmetre, és millor fer-ho al final de la canonada i no al mig.
Per aconseguir l'àrea més petita amb una peça corrugada, és millor doblegar el producte mitjançant el mètode en fred, seguit d'estirament.
Si es requereix una gran resistència de les parets del perfil, és millor utilitzar el mètode de flexió hidràulica. Consisteix a abocar aigua o oli sota pressió a l'interior.
Podeu doblegar una canonada d'alumini mitjançant diferents mètodes, fins i tot sense equips especialitzats. El més important és triar un mètode tenint en compte els paràmetres del perfil i complir amb els requisits del radi de curvatura.
M'agradaria escoltar comentaris sobre diferents maneres de doblegar canonades d'alumini amb les vostres pròpies mans. Comparteix l'article a les xarxes socials, desa'l als marcadors.
Doblar una canonada manualment sense un doblador de canonades al vídeo.




El material de l'article és clar i útil per a mi. Tanmateix, tinc una pregunta: és possible doblegar un tub d'alumini de Ø16 mm de manera que la distància entre els extrems dels tubs sigui de 20 mm? o min. només 30 mm?