Assajos de pressió de tubs metall-plàstics: procediment i matisos de la realització de l'obra
Una alternativa d'èxit a les canonades d'acer tradicionals són els productes tecnològics fets de metall-plàstic. Va guanyar particularment popularitat a la indústria de la fontaneria.El metall-plàstic s'utilitza en el muntatge i reparació de comunicacions de pressió, circuits de subministrament d'aigua freda i calenta sense pressió, així com sistemes de calefacció.
S'utilitza un mètode senzill i accessible per formar connexions: engarçar tubs de metall i plàstic. Us explicarem com es fa aquest treball, quines eines necessitarà un lampista independent per construir o restaurar sistemes. Les nostres recomanacions l'ajudaran a aconseguir els resultats de màxima qualitat.
El contingut de l'article:
Crimping: un concepte en un sentit ampli
El concepte mateix de "assaig de pressió" en relació a les mànegues de metall i plàstic s'ha de considerar en el sentit ampli de la paraula. Per exemple, les proves de pressió sovint es refereixen a proves estàndard realitzades hidràulicament o pneumàticament.
Però la pràctica moderna mostra que el terme "assaig de pressió" també s'adapta de manera bastant lògica al procediment per connectar un accessori i una canonada metall-plàstica. Aquest tipus de connexió es realitza mitjançant la tecnologia de crimpat elèctric mitjançant una eina especial (alicates de premsa).

Independentment de les condicions d'instal·lació i de les tecnologies utilitzades, la instal·lació de subministrament d'aigua o altres comunicacions basades en tubs metall-plàstics s'acompanya de proves d'estanquitat i resistència.

Generalment, procés de prova realitzat hidràulicament. Però no s'exclou la possibilitat de provar amb el mètode pneumàtic.
Mètodes de crimpat metall-plàstic
El mètode hidràulic consisteix a omplir tubs de metall-plàstic amb aigua i després augmentar la pressió per establir valors. Les proves poden afectar tota la carretera instal·lada o només seccions individuals d'aquesta.
El mètode pneumàtic utilitza aire comprimit en lloc d'aigua. Aquest mètode de crimpat es considera menys efectiu i més perillós en comparació amb l'opció hidràulica. I no importa si es proveen canonades metàl·liques o metall-plàstiques.
Opció #1: hidràulica
El procés no és diferent de la versió estàndard, que s'utilitza a les xarxes d'aigua d'acer. L'única advertència és que les pressions de funcionament de les canonades de plàstic són inferiors a les acceptades per als productes metàl·lics.
En conseqüència, la pressió de prova es calcula tenint en compte la configuració estàndard de pressió de funcionament del plàstic segons la fórmula:
Ri = Ррп * 1,5,
En ell, Ri és la pressió de prova; Ррп - pressió de treball d'una canonada de plàstic.
La temperatura de l'aigua dins de la canonada es permet dins de valors positius de 5 a 40ºС.
Avançament del procediment:
- Prepareu la zona de prova (instal·lar aixetes, taps).
- Instal·leu 2 manòmetres en diferents punts de la línia.
- Instal·leu una sortida d'aire al nivell superior de la canonada.
- Connecteu la bomba d'aigua al nivell inferior de la línia.
- Ompliu la línia amb el subministrament d'aigua des del nivell inferior fins al nivell superior.
- Obriu la sortida d'aire per purgar l'aire del sistema.
Dins de l'autopista des de tubs metall-plàstic La pressió s'ha d'augmentar lentament, excloent els salts sobtats. Aquestes condicions de bombament de pressió les proporcionen una premsa hidràulica manual.

Fins que el valor de pressió s'acosta al nivell de funcionament, es recomana controlar visualment periòdicament les zones de possibles fuites.
Aquestes àrees solen ser:
- connexions de canonada a canonada;
- contacte entre canonada i accessori;
- punts d'instal·lació d'aixetes i taps.
L'augment de la pressió a l'interior de les canonades de metall-plàstic fins a un valor superior al paràmetre de funcionament en 1,5 vegades només es permet en absència de persones a prop de la línia provada.
La pressió de prova establerta a l'interior de la canonada s'ha de mantenir durant un temps determinat. Per als sistemes de subministrament d'aigua fets de canonades metall-plàstiques dissenyades per a l'ús en condicions domèstiques, s'adopta un període mínim de retenció de cinc minuts.
Durant el temps de prova mínim acceptat, no es permet una caiguda de pressió als punts d'instal·lació dels manòmetres de control. Quan s'observen canvis negatius en els instruments de control, aquesta condició indica una estanquitat incompleta del sistema.
La pressió s'ha de reduir al valor d'operació i revisar acuradament per detectar possibles fuites a tota la secció de tubs metall-plàstics. Eliminar els defectes detectats i repetir el procediment de prova.

Les proves de fuites es superen quan compleixen les condicions següents:
- no s'han detectat fuites visualment;
- no es van detectar visualment ruptures de paret de canonades;
- durant cinc minuts no hi va haver canvis de pressió als manòmetres de control;
- no hi ha deformacions visibles de les canonades.
Mentrestant, cal aclarir: si el retard supera un interval de cinc minuts, es permet una lleugera caiguda de la pressió de prova a causa d'un canvi natural en la temperatura de l'aigua a l'interior de les canonades metall-plàstic.
Opció 2: pneumàtica
Si és impossible dur a terme proves de pressió hidràulica per algun motiu, es permet una alternativa: proves pneumàtiques.
El mètode de prova pneumàtic difereix d'una manera lleugerament diferent de comprovar si hi ha fuites, però en general pràcticament repeteix el mètode hidràulic. Aquesta tecnologia no s'utilitza tan sovint a les canonades, però s'utilitza àmpliament per a crimpar dispositius individuals, com ara dipòsits d'expansió, calderes, intercanviadors de calor, etc.

Per detectar fuites en proves de pressió pneumàtica, normalment s'utilitza una solució de sabó. La línia muntada s'omple d'aire a pressió Pu = Ppp * 1,15 i les zones de possibles fuites es regeixen amb una solució de sabó. L'alliberament d'aire està determinat per la inflor de les bombolles.
Aquesta tècnica de prova us permet detectar visualment fins i tot fuites menors. Però és bastant difícil per a l'inspector controlar la presència de fuites en llocs de difícil accés per a l'observació visual.
El mètode de prova pneumàtic és molt adequat per provar l'estanquitat de les connexions accessoris de canonada metall-plàstic o segons l'esquema “pipe in pipe”. Però quan necessiteu provar la força d'un sistema de canonades, aquest mètode clarament no és el millor. Aquí cal recórrer a proves hidràuliques.
Crimpat com a mètode de connexió
La pràctica d'instal·lar tubs metall-plàstics està marcada per l'ús de diversos mètodes adequats per fer tot tipus de connexions:
- soldadura;
- nou;
- engarçament
L'últim mètode dels tres és precisament engarzar una canonada de metall-plàstic a la zona de la seva unió amb la connexió.

La tècnica d'aquest engarçament es distingeix per accions simples que poden realitzar fins i tot un lampista no professional. L'única advertència és que l'obra requereix l'anomenada mandíbules de premsa - una eina especial que crea una connexió de crimpada fiable.
En general, es requereix el següent conjunt d'eines per realitzar treballs amb la tècnica de crimpat:
- tallador de tubs per a tubs metall-plàstic;
- calibrador, expansor, processador de xamfrà;
- pinces de premsa.
Un tallador de tubs produeix un tall uniforme a una mida determinada, sense deformar la canonada i en angle recte. Mitjançant un calibrador i un processador de xamfrà, la part final de la mànega de metall-plàstic es prepara per a la posterior connexió amb la connexió.
De vegades es necessita un expansor per treballar. Les mordasses de premsa ocupen un lloc especial en el procés. És amb l'ajuda d'aquesta eina que la connexió preparada s'engasta.
En el muntatge de canonades metall-plàstic, s'utilitzen accessoris de crimpat i compressió (també coneguts com roscats), els passos per a la seva instal·lació són molt similars:
Com engarçar una canonada metall-plàstica
El procediment de crimpat per connectar una canonada de metall-plàstic amb un accessori implica la següent seqüència d'accions:
- Tallar una canonada metall-plàstica a mida.
- Realització del calibratge de les seves seccions finals.
- Xamfranatge al llarg del radi interior.
A continuació, la màniga de crimpada s'instal·la a l'extrem de la canonada.

Després d'aquests passos, la part d'ajust de l'accessori s'insereix a la canonada metàl·lica i plàstica des de l'extrem on es troba la màniga de crimpada. Moveu la màniga de crimpada al llarg del cos de la canonada i instal·leu-la paral·lelament a la connexió. Pautes per treballar amb accessoris de premsa en el muntatge d'una canonada metall-plàstica donat aquí, Us recomanem que llegiu la informació útil.
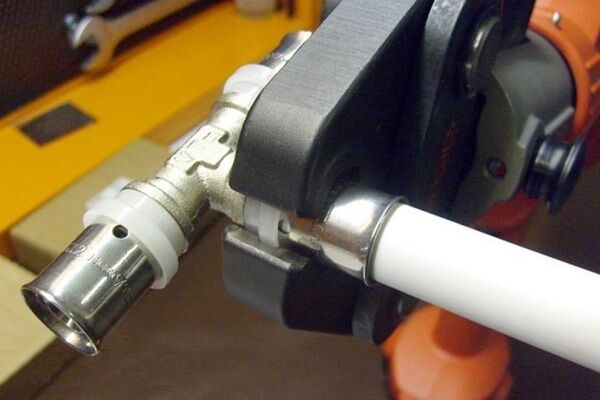
Apliqueu unes pinces de premsa a la zona de la junta, complementades amb equips corresponents al diàmetre de la canonada que s'està processant. Premeu les nanses de l'eina fins que s'aturin.

Aquestes accions són típiques per a la realització de crims amb eines manuals. Mentrestant, a més del crimpat manual, hi ha dispositius elèctrics, hidràulics i pneumàtics.
Aquestes opcions de disseny solen utilitzar-se rarament a la vida quotidiana. La seva finalitat és el sector de la producció industrial. En la configuració, també són molt diferents dels models manuals.
Val la pena assenyalar algunes característiques quan es treballa amb mordasses de premsa. Sempre es permet un engarxat una vegada. Si per alguna raó no heu pogut realitzar un crim d'alta qualitat la primera vegada, no hauríeu d'intentar repetir l'acció. S'ha d'eliminar el crimpat defectuós i primer s'ha de realitzar el procediment de crimpat.
Avantatges i desavantatges del crimpat
Avaluant connexió de tubs metall-plàstic, feta amb mordasses de premsa, no es pot deixar de notar els avantatges i els inconvenients.

Tant un com l'altre determinen les condicions en què aquest mètode particular és adequat.
La llista dels beneficis assenyalats és la següent:
- es crea una connexió sense atenció;
- Disseny per a altes pressions de funcionament;
- alta resistència mecànica;
- llarga vida útil;
- instal·lació fàcil, senzilla i ràpida.
Des del punt de vista de les mancances existents, els experts també identifiquen alguns factors i solen associar-los a criteris de manteniment o instal·lació:
- es crea una connexió permanent;
- Es requereix una eina especial (alicates de premsa).
L'inconvenient és que cada error de crimpat redueix tot el treball a zero.

A més d'aquests desavantatges, podeu afegir l'elevat cost de l'eina principal: una premsa de pinces.
És cert que l'adaptació manual a les condicions de vida no és tan cara com els dissenys automàtics. Però fins i tot en aquest cas, no és rendible comprar, ja que la necessitat de l'eina és en realitat una sola vegada.
Conclusions i vídeo útil sobre el tema
Des del vídeo podeu aprendre a treballar amb unes pinces de premsa mecànica, és a dir, com engarçar accessoris de tubs de metall i plàstic.
Es recomana instal·lar tubs de metall-plàstic mitjançant el mètode de crimpat en condicions ambientals amb una temperatura no inferior a +10ºС. S'aconsella mantenir el material adquirit (tubes) en condicions noves durant almenys 24 hores i només després començar la instal·lació.
S'ha de comprovar l'estanquitat i la resistència del sistema de subministrament d'aigua instal·lat mitjançant proves hidràuliques i pneumàtiques.
Tens experiència treballant amb tubs metall-plàstic i fent les seves connexions? Coneixeu les subtileses tecnològiques de la producció d'aquesta obra que no es tracten a l'article? Si us plau, escriviu comentaris al formulari de bloc següent, feu preguntes, publiqueu fotos.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Si disposeu de les eines necessàries (un tallador de tubs especial i unes alicates de premsa), fer el crimatge de tubs de metall-plàstic no és un gran problema i és bastant fàcil fer-ho vosaltres mateixos. Si alguna cosa no està clara, només cal que mireu un parell de vídeos, que estan plens a Internet. Una altra cosa és que no tothom té l'eina, i no és barata.
Sí, no té sentit comprar-los si no ho fas professionalment. Acabo de llogar aquestes pinces de premsa; ara hi ha moltes empreses on podeu fer-ho.
Hola. A l'hora de fer canonades, és necessari xamfranar la zona de tall?